- Beranda
- The Lounge
Apa itu Pengecoran Logam ?
...
TS
tukangcorlogam
Apa itu Pengecoran Logam ?
1300 celcius cairan logam ?
Sektor Resiko tinggi ?
Tonase Besar ?
Sektor Resiko tinggi ?
Tonase Besar ?
Spoiler for Pengecoran Logam ?:

Sektor Hulu Manufaktur Para Jagoan

Pengecoran Logam adalah manufaktur hulu dimana manufaktur hilir tergantung padanya
Industri Sandang/Tekstil memerlukan mesin-mesin yang komponen utamanya dibuat dengan pengecoran logam
Industri Pangan/Makanan memerlukan mesin pengolah yang komponennya juga dibuat dengan pengecoran logam
Industri Papan/Bangunan, memerlukan besi yang bahan awalnya melalui proses pengecoran logam
Industri otomotif, Minyak, Farmasi pasti memerlukan mesin dengan komponen yang dibuat melalui pengecoran logam.
So, Apa itu Pengecoran Logam ?
Teknologi Pengecoran Logam Berkembang Setiap Saat
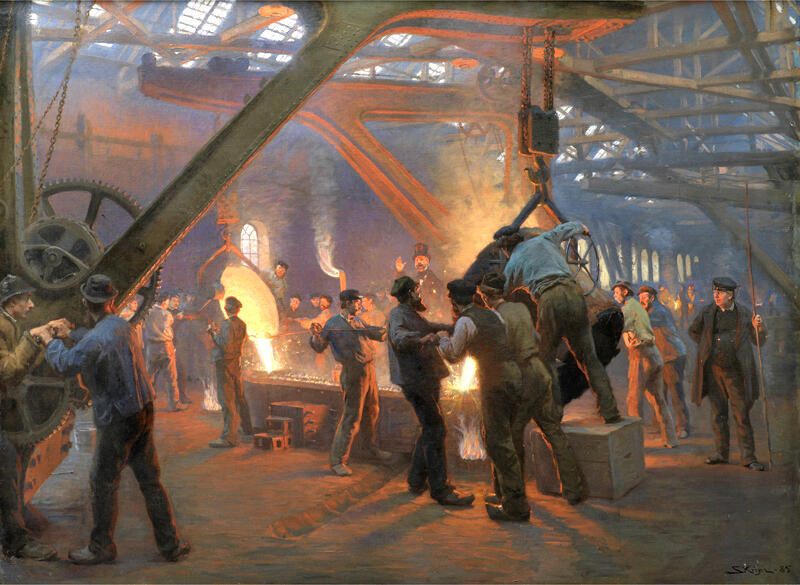
Spoiler for Sejarah Pengecoran Logam:
 Pengecoran logam dikenal manusia sejak 500 tahun yang lalu. Pada saat itu dipergunakan untuk pembuatan patung, perkakas, senjata dan perhiasan dari bahan perunggu.
Pengecoran logam dikenal manusia sejak 500 tahun yang lalu. Pada saat itu dipergunakan untuk pembuatan patung, perkakas, senjata dan perhiasan dari bahan perunggu.Cina dan India merupakan negara yang mengawali perkembangan teknik pengecoran logam. Saat ini telah menyebar keseluruh negara dan barang-barang hasil pengecoran logam juga telah memegang peran yang sangat penting disemua sektor kehidupan manusia, untuk pembuatan alat angkutan, alat rumah tangga, alat kesehatan, konstruksi, bangunan, hingga pada pembuatan komponen mesin-mesin industri manufaktur.
Setiap tahun industri pengecoran logam menghasilkan produksi tidak kurang dari 100 juta ton dengan berbagai bentuk dan ukuran, yang terbuat dari bermacam-macam bahan, seperti: besi cor, baja cor, aluminium, magnesium, perunggu, kuningan. Untuk keperluan khusus telah dikembangkan pula berbagai jenis barang produk industri pengecoran dari bahan nikel, chrom, niob, tantal, titan, timah hitam, timah putih dan seng.
Di Ceper, Klaten, Jawa Tengah (Sentra Industri Cor Logam), proses teknologi peleburan logam berkembang dengan beralihnya tanur ke teknologi yang lebih tinggi.
Tanur Besalen
Spoiler for Tanur Besalen:
Tanur Tungkik
Spoiler for Tanur Tungkik:
Tanur Kupola
Spoiler for Tanur Kupola:

Tanur Induksi
Spoiler for Tanur induksi:

Barang produk industri pengecoran diproses melalui dengan berbagai metoda pencetakan, peramuan, peleburan maupun penuangan sehingga menghasilkan barang bermutu dan berdaya guna tinggi, mulai dari benda-benda ringan yang hanya berbobot beberapa gram hingga benda berobot lebih dari 500 ton.
Bahan cetakan umumnya digunakan pasir silika dan baja sebagai cetakan tetap, akibat perkembangan teknologi keramik, gips dan grafitpun telah menjadi bahan alternatif yang dapat dipilih sebagai bahan cetakan, sejalan dengan kebutuhan produksi khususnya bahan yang dituangkan dan ketelitian dimensi hasil produksi (coran presisi).
Ekonomis Dalam Produksi
Spoiler for Ekonomis:

Pengembangan produk di industri manufaktur selalu dimulai dari biro perancangan, untuk menentukan spesifikasi hasil produksi. Barang yang akan diproduksi dirancang agar mudah diproses dan terhindar dari kegagalan, maka penentuan jenis material hasil produksi selalu mengacu kepada kekuatan terhadap beban, ketahanan terhadap suhu dan larutan kimia dan ekonomis dalam proses produksi. Melalui pertimbangan-pertimbangan diatas kemudian ditentukan metoda pengerjaannya, bisa dipilih metoda tempa, pengerjaan mesin atau proses pengecoran. Sering kali perancang memilih metoda pengecoran logam karena dipandang paling ekonomis. Terutama untuk membuat benda-benda dengan bentuk rumit.
Ramah Lingkungan, Hemat Bahan Baku dan Energi
Spoiler for Ramah Lingkungan:

Produk sampingan dari proses pengecoran logam sangat sedikit, apalagi yang berdampak buruk terhadap lingkunan, betapapun sedikitnya produk sampingan dalam proses pembuatan benda cor selalu dikembalikan sebagai bahan baku. Daur ulang atau pendayagunaan kembali produk sampingan pada proses pengecoran logam adalah susuatu yang berjalan otomatis, sedangkan limbah yang dihasilkan tidak lebih dari asap serta suara yang tidak merusak lingkungan hidup.
Lebih dari separoh bahan baku yang dilebur untuk pembuatan benda cor berasal dari bahan bekas, ini berarti industri pengecoran logam bukan sekedar industri ramah lingkungan, melainkan industri pembersihkan lingkungan dari barang-barang bekas.
Sedangkan produk sampingan atau bahan lain yang ditambahkan sebagai bahan baku selalu mempunyai tujuan teknis.
Pola produksi yang demikian telah menyebabkan industri ini tidak hanya menghemat biaya bahan baku, melainkan dapat pula menghemat energi sebab mengolah kembali bahan bekas tentunya memerlukan energi lebih sedikit dibandingkan mengolah bahan tambang.
Produknya Aman Digunakan
Spoiler for Aman digunakan:

Keamanan dari benda-benda cor dijamin oleh pengujian kualitas yang telah distandarkan.
Bagian-bagian penting dari kendaraan pribadi maupun kendaraan angkutan, pesawat terbang bahkan industri nuklir menuntut keamanan tersebut, maka dalam pengujian benda cor harus lulus uji rontgen, ultrasonografi maupun uji lain terhadap kekuatan dan ketahanan
SAFETY FIRST
Spoiler for Safety first:
Hal terpenting dari segalanya sebelum memulai.
Pakaian kerja :
1. Helm anti panas.
2. Sepatu safety, tahan panas, model ritsleting, bukan tali.
Mudah mencopot ketika kemasukan cairan logam.
3. Baju safety model ritsleting, bukan kancing.
Mudah membuka ketika terciprat cairan logam. (berbahan semi asbes, tahan panas)
1. Helm anti panas.
2. Sepatu safety, tahan panas, model ritsleting, bukan tali.
Mudah mencopot ketika kemasukan cairan logam.
3. Baju safety model ritsleting, bukan kancing.
Mudah membuka ketika terciprat cairan logam. (berbahan semi asbes, tahan panas)
Perhatikan yang salah dan benar !
Spoiler for Contoh yang salah:


Tidak Aman!!!
Sandal jepit ? Kaos ?
Sandal jepit ? Kaos ?
Spoiler for Contoh yang benar:


Ini yang benar
Proses Produksi Pengecoran Logam
Spoiler for Proses Produksi:
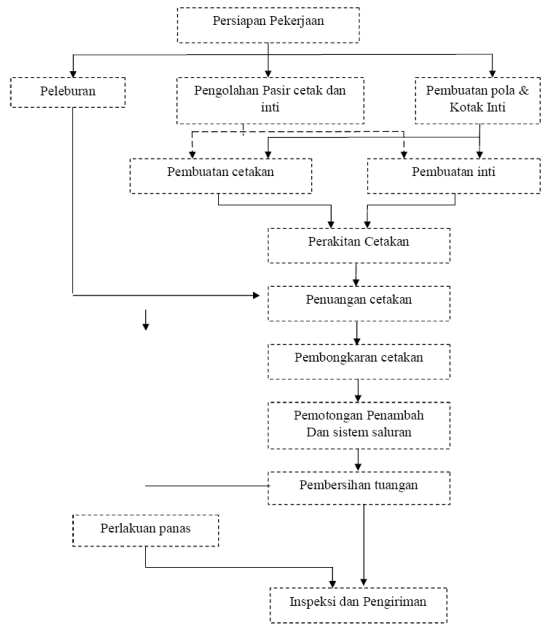
Industri pengecoran logam dalam proses produksinya melibatkan rangkaian proses yang komplek dengan tingkat penggunaan teknologi yang beraneka ragam, sehingga untuk melakukan usaha perbaikan harus didasarkan pada setiap mata rantai proses secara sendiri-sendiri, kemudian dirangkai secara keseluruhan dalam ikatan mata rantai proses yang kompak.
Selain mata rantai proses diatas terdapat pula faktor pendukung lain yang mempengaruhi terhadap kinerja industri pengecoran. Seperti distribusi dan pengujian bahan baku, aspek ekonomi dan budaya kerja seharusnya juga diperhatikan dalam upaya perbaikan lebih tajam dengan tingkat keberhasilan lebih terjamin.
Teknik Perancangan
Spoiler for Teknik Perancangan:
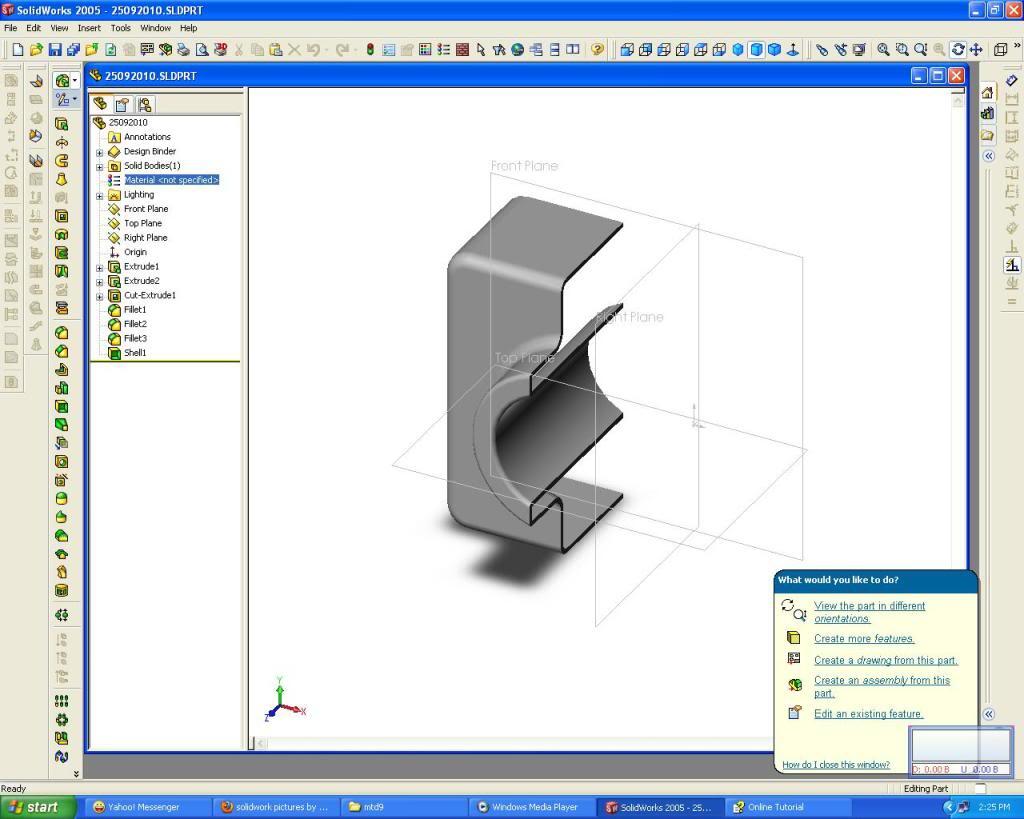
Untuk merancang suatu benda yang akan diproses di pengecoran, kerjasama antara perancang dengan orang – orang dari bengkel pengecoran memegang peranan sangat penting.
Hanya dengan cara tersebut spesifikasi hasil coran maupun metode pengerjaan dapat sejalan dengan apa yang dibayangkan oleh perancangnya, untuk mencapai nilai efisiensi yang setinggi-tingginya.
Setiap jenis bahan dan jumlah produksi yang diminta akan menentukan teknik pengerjaan, tentu harus berdasarkan pada pertimbangan segi ekonomis.
Pembuatan Pola
Spoiler for Pola:
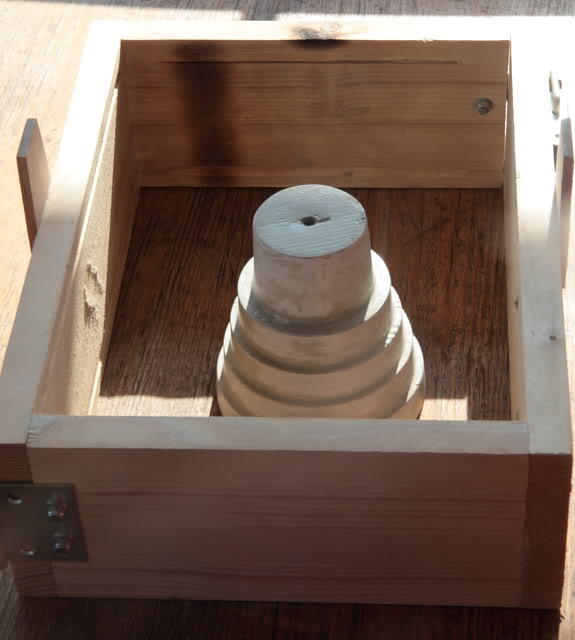
Pola adalah alat bantu pembuatan cetakan yang dipergunakan sebagai master untuk pembuatan cetakan dapat digolongkan menjadi pola logam dan pola kayu (termasuk pola plastik). Pola logam dipergunakan agar dapat menjaga ketelitian hasil coran untuk jumlah banyak.
Umur pola dari bahan logam mempunyai umur lebih panjang, sehingga produktivitas pola logam lebih tinggi.
Sedangkan pola dari bahan kayu pada umumnya kurang tahan terhadap gesekan, sehingga penggunaannya biasanya untuk jumlah produksi yang sedikit.
Dan pola plastik biasanya juga digunakan untuk jumlah produksi yang banyak dengan ketelitian ukuran tinggi, karena penggantian atau reproduksi pola baru lebih mudah dan cepat.
Bahan dari Pola logam bisa bermacam-macam sesuai dengan penggunannya, untuk logam tahan panas dipergunakan besi cor, baja cor dan paduan tembaga cocok untuk pola pada pembuatan cetakan kulit. Sedangkan penggunaan aluminium sebagai bahan pola biasanya dipergunakan untuk pembuatan Cetakan dengan tangan.
Pola kayu dibuat dari kayu tahan bentur dan gesekan, biaya murah, cepat dan prosesnya mudah dibanding dengan pada logam. Pola kayu umumnya dipakai untuk cetakan pasir dan permukaan pola diperkuat dengan lapisan plastik.
Faktor penting untuk menetapkan jenis bahan pola adalah pertimbangan ekonomi yang sesuai dengan jumlah dari biaya pembuatan, dan kualitas coran yang dihasilkan.
Pembuatan Cetakan dan Inti
Spoiler for Cetakan:

Cetakan dibedakan menjadi cetakan hilang dan cetakan tetap. Pada cetakan hilang, setiap benda memerlukan cetakan yang baru, untuk itu diperlukan sebuah pola, bisa dari dari logam, kayu, lilin, tanah liat (lempung), gibs ataupun resin epoksi. Pola tersebut memiliki ukuran sedikit lebih besar dari pada bendanya, mengingat logam akan menyusut pada waktu pendinginan dan untuk pengerjaan permesin disediakan pula kelebihan-kelebihan ukuran. Pengecoran dengan cetakan tetap tidak memerlukan pola, cetakan dibuat dengan proses mesin berbentuk cetakan (negatif) dari benda yang akan dibuat serta pada umumnya terbuat dari besi cor atau baja.
Selain kedua jenis cetakan tersebut terdapat pula cetakan presisi dimana untuk metode ini diperlukan satu pola untuk setiap benda, karena pola akan hilang atau rusak setiap kali penuangan.
Apabila pada benda cor dituntut terdapat lubang atau rongga, maka untuk membentuknya diperlukan inti yang terbuat dari pasir dengan kekuatan tertentu sehingga tidak rusak ketika mendapat beban panas maupun mekanis dari cairan. Inti ini berbentuk sama dengan bentuk lubang yang akan dibuat, kelak setelah cairaan membeku, inti ini akan dikeluarkan dari rongganya.
Proses Peleburan dan Penuangan Logam
Spoiler for Peleburan dan Penuangan:

Prinsip sederhananya besi dileburkan dengan energi panas sehingga meleleh, titik leleh besi cor antara 1150-1250 derajat celcius tergantung paduannya.
Energi yang dipakai adalah energi panas dari kokas (batubara yang telah diproses) untuk tungku kupola. Atau dengan energi panas dari coil (energi listrik) untuk tanur induksi.
Prinsip utama dari penuangan adalah :
- secepat mungkin (supaya suhu tidak drop dan tidak teroksidasi)
- sedekat mungkin (supaya tidak terjadi gejolak cairan dan tidak teroksidasi)
- sehalus mungkin (supaya tidak terjadi gejolak)
Proses Finishing/Fettling
Spoiler for Finishing:

Simpelnya, ini adalah proses menghilangkan segala hal yang bukan benda cor. Sistem saluran masuk cairan dan pasir yang menempel dihilangkan dengan dipotong atau digerinda.
Quality Control
Spoiler for Cek Barang:

Ini adalah proses akhir sebelum packing, Cek kualitas yang paling mudah adalah cek visual (dilihat dengan mata telanjang), bila cacat langsung sisihkan.
Cek yang lain adalah Uji merusak dan uji tanpa merusak barang.
Packing
Spoiler for Kirim :

Karena benda berat, apalagi untuk tonase besar, biasanya barang dikirim tanpa packing.
Untuk benda medium, puluhan kilogram, cukup pakai palet kayu.
Untuk benda kecil, bisa menggunakan karung atau kardus.
MITOS ATAU FAKTA PENGECORAN LOGAM
ngecor alumunium lebih berbahaya daripada ngecor baja
Spoiler for Mitos atau Fakta ?:
gaji karyawan pengecoran logam lebih besar dari gaji karyawan divisi lain
Spoiler for Mitos atau Fakta ?:
Karena pengecoran logam syarat dengan resiko bahaya tinggi, perusahaan memberikan tunjangan lebih untuk karyawan pengecoran logam dibanding divisi lain. Mitos atau Fakta ?
Quote:
Original Posted By hendismile►ane kerja di perusahaan baja gan..
dan yang namanya kerja di bagian peleburan tuh udah kaya di neraka..
bising,panas,debu pula gan..
kalo masalah gaji di tempat ane di antara bagian peleburan dan rolling mill sama aja..
bedanya cuma di tunjangan resiko kerja..
ane bantu gan..
gan..
pekiwan kalo berkenan
dan yang namanya kerja di bagian peleburan tuh udah kaya di neraka..
bising,panas,debu pula gan..
kalo masalah gaji di tempat ane di antara bagian peleburan dan rolling mill sama aja..
bedanya cuma di tunjangan resiko kerja..
ane bantu
gan..pekiwan kalo berkenan
sewaktu ngecor logam, mesti baca surat ayat kursi sebanyak-banyaknya
Spoiler for Mitos atau Fakta ? :
Anak cewek gak bisa kuliah atau kerja di Pengecoran logam
Spoiler for Mitos atau Fakta ? :
Karena kerjaan berat dan resiko tinggi, anak cewek baiknya tidak kuliah atau kerja di Pengecoran logam. Jurusan ini mesti diisi oleh mahasiswa yang kekar dan perkasa. Mitos atau Fakta ?
Faktanya, di POLMAN Ceper (sekolah tinggi pengecoran logam swasta pertama di Indonesia), mempunyai hampir 3-4 mahasiswi di Jurusan pengecoran logam setiap tahun.

empat gadis difoto itu adalah mahasiswi pengecoran logam diantara mahasiswa.
Faktanya, di POLMAN Ceper (sekolah tinggi pengecoran logam swasta pertama di Indonesia), mempunyai hampir 3-4 mahasiswi di Jurusan pengecoran logam setiap tahun.
Spoiler for mahasiswi pengecoran logam:
empat gadis difoto itu adalah mahasiswi pengecoran logam diantara mahasiswa.
Referensi :
Spoiler for Sumber:
- http://maria.co.id
")
Diubah oleh tukangcorlogam 12-05-2015 08:13
0
60K
599
Komentar yang asik ya
Mari bergabung, dapatkan informasi dan teman baru!
The Lounge
924.7KThread•89.4KAnggota
Urutkan
Terlama
Komentar yang asik ya